全国服务热线
0576-8632-0182

全国服务热线
0576-8632-0182
地址:浙江省温岭市泽国镇西湾
村迎宾大道(104复线)
方远机电工业园22幢
电话:0576-86320182
传真:0576-86320183
手机:15868609555(元小姐)
手机:15267684393(郑小姐)
邮箱:yxy181@163.com
官网:www.tzjyjk.com
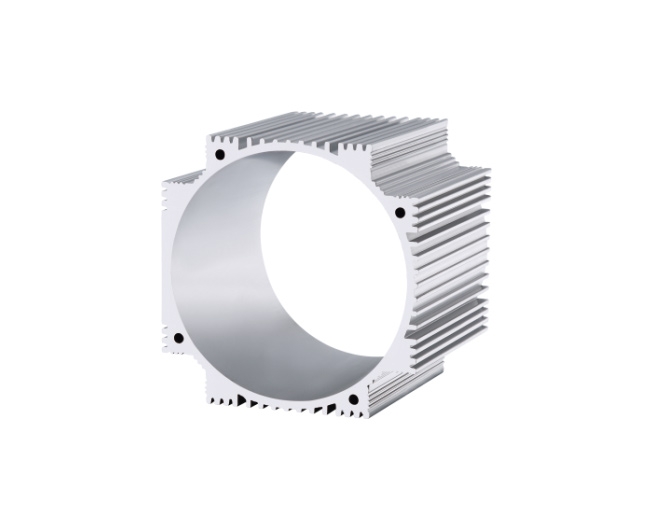
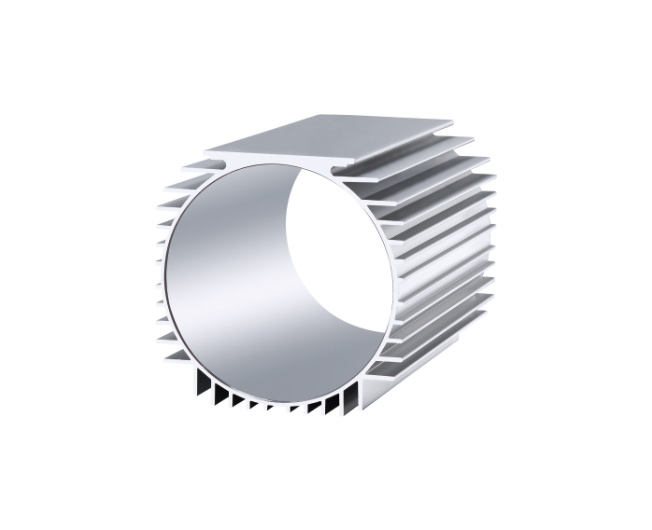
压铸存在收缩问题是常见的现象,没有办法解决这个问题?答案应该是肯定的,但会是什么呢?压铸缩孔和存在松散现象的原因:压铸件的缩孔只能存在一个松动现象,这是由于金属熔体填充液体进入固相收缩相变。压铸凝固特性从外部冷却时当浇铸壁厚时,内部不可避免地产生收缩问题。所以,压铸件,特别是对于重型压铸件,存在收缩问题是不可避免的,不是一个解决方案。
解决电机机壳压铸收缩缺陷方法:压铸收缩不能完全从压铸过程本身解决,要解决这个问题,只有超越过程,或者是从系统外寻求解决方案。解决铸造收缩缺陷的工艺原理,只有根据喂料过程的意识形态。铸件凝固过程的收缩是一种自然的物理现象,我们不能扭转这种自然现象的规律,而只能遵循其规则来解决这个问题。

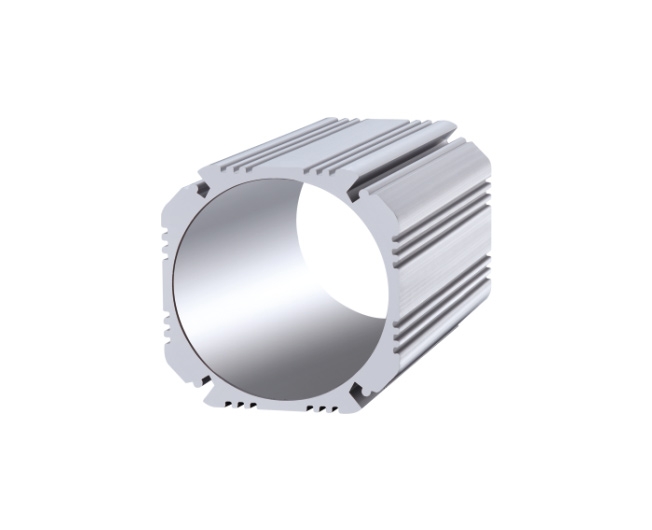
进料方式有两种:铸造进料,有两种方式,一种是自然进料,一种是强制进料。为了实现自然进料,铸造过程中,需要实现凝固过程的措施。许多人直觉地认为,采用低压铸造法能够解决铸件收缩率的收缩缺陷,但事实并非如此。使用低压铸造工艺,并不意味着你可以解决铸造收缩缺陷,如果低压铸造系统没有配备进料工艺措施,那么这种低压压铸生产出来的粗糙也是可能百分之百收缩缺陷。
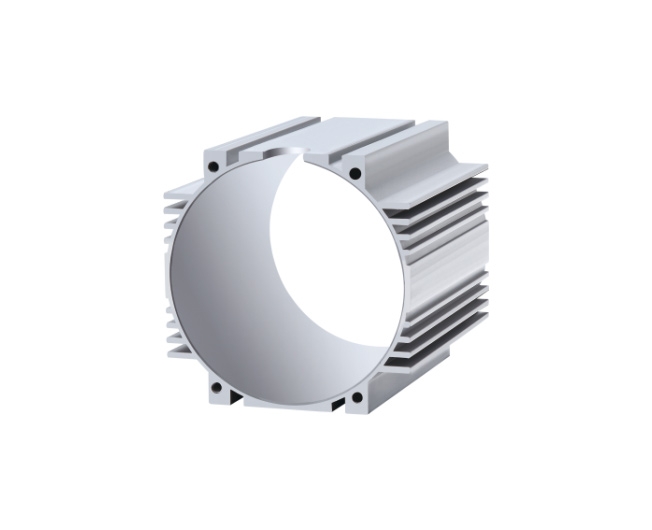
由于压铸工艺本身的特点,建立了自然的“凝固工序措施难度较大,但也较为复杂。根本的原因还可能是”凝固“工艺措施,铸造一般要求凝固时间相对较长,而压铸工艺本身有点矛盾;强制凝固进料特性凝固时间短,一般和“凝固”相差四分之一以下,因此在压铸工艺的基础上,加入强制进料工艺措施是采用压铸工艺特性,适合压铸成型的良好解决方案收缩问题。强制进料两个级别:挤压进料和锻造进料:强制进料铸造可以实现两个级别。基本的铸件收缩率消除到收缩缺陷的程度,可以使内部粗糙达到破碎颗粒或锻造状态组织的程度。如果你想用不同的词形来描述这两种不同的程度,那么前者可以“挤进”来表达后者,我们可以使用“锻造喂养”来表达。充分注意理解,区分概念一种直接的进料方式,不能间接地进行。技术工艺参数表达为“填充收缩压力”。物理原理,压力的概念两种情况下,可能有液体场合,也就是“帕斯卡定律”的场合,为了区分,我们将其定义为“液体压力”,而另一种在固体场合,我们定义它称为固态压力。